

フィラメントが削れてしまう
Kato様
エクストルーダーのフィラメント送り出し時に、削れるような状態が起きています。
wikiのトラブルシューティングのフィラメント削れちゃう病ほど
ざっくり削れていませんが、フィラメント全体にあたって、傷が発生しています。
プリントは、やや不格好になりますが
まったくプリントできない状態ではありません。
どのように対応すれば良いでしょうか?
先週までは、全く同じ造形物を作製することができていました。
先週も、フィラメントが削れていたかは、確認できていません。
azusa9様
下記、色々と教えて頂きありがとうございます。
Gcodeの使い方など、とても勉強になりました
また、薄い壁関連の設定を50%重ねるなどの
知らない条件があったので、これらを使用して綺麗なプリントを目指したい思います。
ありがとうございます。
薄い壁についてはsimplfy3Dの設定で内側をどう描くのかの設定があり、それにより色々変わるのですが、基本的に指定した厚みの壁ができるようになってます。1mmの壁が0.8mmとかに薄くならないようなgcodeがsimplfy3Dでは生成されます。
 こんなデータを作って、gcode画面で確認してみました。70chan さんも改めて確認してみると良いと思います。
こんなデータを作って、gcode画面で確認してみました。70chan さんも改めて確認してみると良いと思います。
「プリントの開始準備」ボタンを押した後に表示される画面は、ノズルの移動を指示するgcodeのプレビュー画面になります。下のスライダーを動かしたり、プレイボタンを押したりして、ノズルがどのように動くか事前に確認できます。
 わたしはこの高度な設定の薄い壁関連の設定を50%重ねる設定にしてあり、積極的に中身を詰める設定にしています。ここの数値によって変わってきますがgcodeのプレビュー画面はこんな感じになってます。
わたしはこの高度な設定の薄い壁関連の設定を50%重ねる設定にしてあり、積極的に中身を詰める設定にしています。ここの数値によって変わってきますがgcodeのプレビュー画面はこんな感じになってます。
 壁は3回書く設定にしてありますが、薄いところは1回しか出力できていないです。
壁は3回書く設定にしてありますが、薄いところは1回しか出力できていないです。
色々なモデルを作成してみてこのgcodeのプレビューで細かい所を確認されると設定の意味が理解しやすくなると思います。
細かいモノの出力をする時は、リトラクトをかなり極限まで設定を追い込む必要があるので、色々試してみて下さい。(積層ピッチが小さいとさらに設定が難しくなっていきます)
azusa9様
色々と丁寧にご説明して頂いてありがとうございます。
申し訳ありませんが、データをアップすることは、できませんので
下記のアドバイスに従って、試行錯誤してみます。
もし、1mmの厚みを作製したいと考えたとき、
ノズル径が0.4mmの場合、どのようにプリントされるのでしょうか?
0.4mm + 0.4mm で0.8mmの厚みになり、1mmにはならない?
0.4mm + 0.4mm + 0.2mmのフィラメントが出て、合計1mmになる?
0.33mm + 0.33mm + 0.33mmのフィラメントが出て、合計1mmになる?
それとも、その他の異なったフィラメントの厚みで射出されるのか・・・・・
上記を教えて頂けないでしょうか?
作図するときに、上記を頭に置いて作製しようと思います。
また、クモの巣病の解決策について、ご教授ありがとうございます。
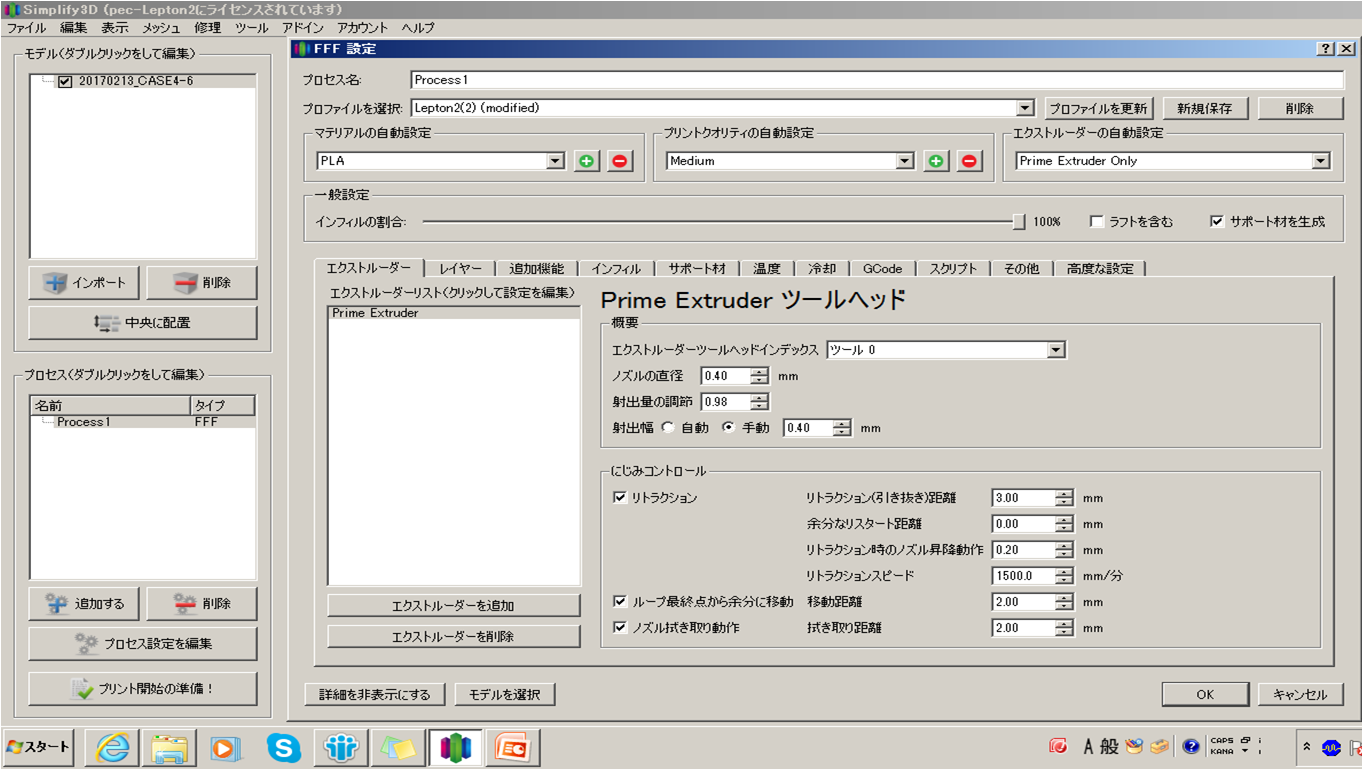
「リトラクション時のノズル昇降動作」
「移動のためにアウトラインを交差することを避ける」
に気をつけて、再度、プリントしてみます。
本当に色々と教えて頂きありがとうございます。
>リトラクトの設定は3mmなので、1mm程度で挑戦しようとおもいます。
個人的には、リトラクトは大きい数字に調整していって満足したところで増やすのをやめるように調整しています。少ない方が精度が上がると想像していて、でも糸引きとか満足できないときに大きくして行きます。
それよりも、出力する3mm角が大量にあるモデルのほうを修正した方が上手く出力できる気がしてます。出来るだけ一筆書きで1つの層を出力できるような形状になっていることが上手く出力しきるコツだったりもします。デザイン上無理な場合もあると思いますが、ノズル径の0.4x2=0.8mm以上の厚みで繋いでいけばひと筆書きのようになって上手く出力できると思います。問題なければ、こちら一度モデルのデータor画像を上げてもらえるとココ増やした方がよさそうとかコメントできると思います。
新たに写真を上げていた黒い四角い出力結果ですが、エクストルーダータブの「リトラクション時のノズル昇降動作」を0mmにすると切れが良くなるので、おすすめです。
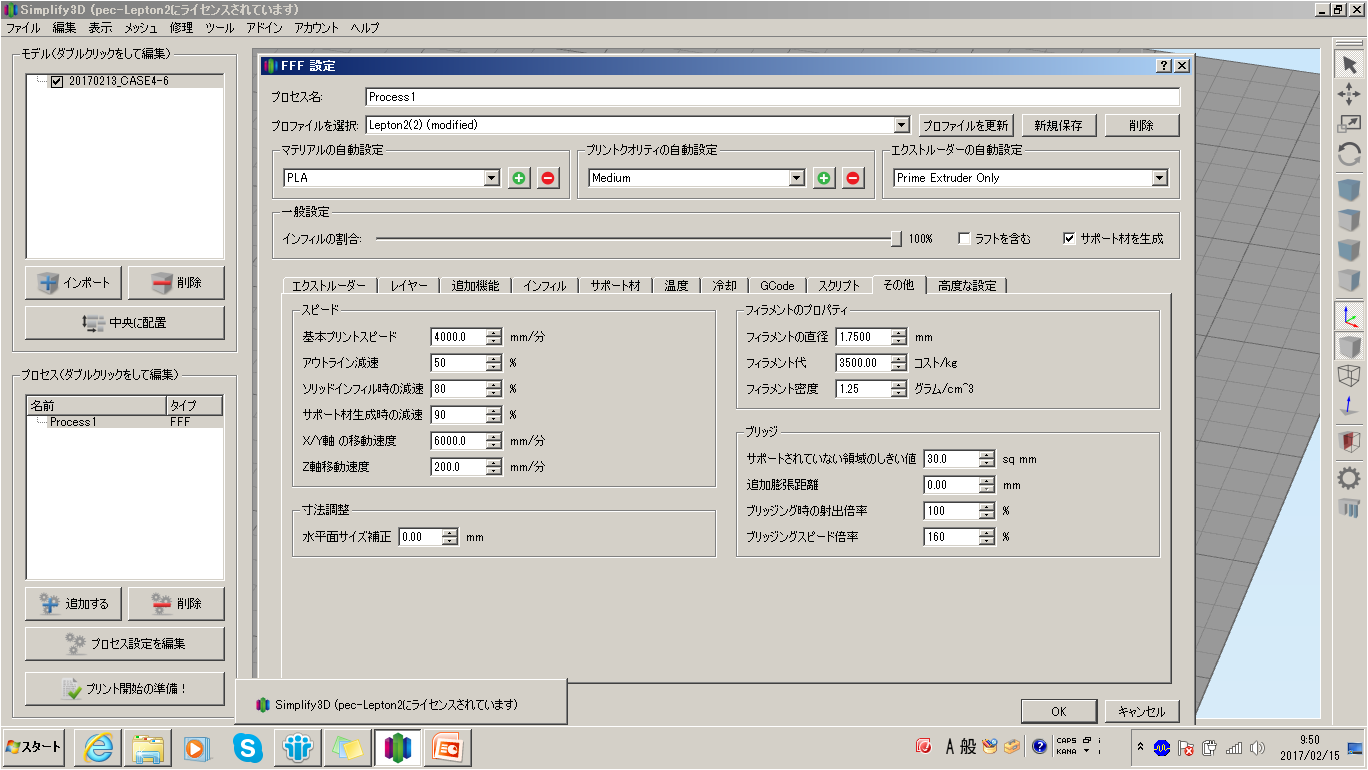
あとは、高度な設定タブの「移動のためにアウトラインを交差することを避ける」にチェック入れて下の迂回率を999.0位に設定すると、空中移動が最短距離になるように移動してくれるので糸引きが少なくなると思います。
糸引きを後で除去するときには、彫刻刀の切り出しがおすすめです。100円ショップでも買えるので試しに買ってみると良いと思います。個人的には、やはり刃物なので、結局高い彫刻刀が一番良いかなと思ってます。
http://amzn.to/2lfzpBV
彫刻刀で大きなモノを除去して、細かい糸はライターで軽くあぶって処理してます。ライターは黒いすすがつくので気をつけて下さい。
あとは、これも100円ショップで買えるのですがダイヤモンドヤスリも後加工におすすめです。普通の棒ヤスリと違って、削った後に黒い粉がつかないので良いです。
azusa様
なかなか、3Dプリントを触れていない状態で、挑戦しました。
標準品であれば、エクストルーダーの調子もよく問題なくプリントできています。
リトラクトの設定は3mmなので、1mm程度で挑戦しようとおもいます。
別件ですが
四角のごみ箱のような中央が穴があいている形状(100x100mm程度)を作る際に
クモの巣病が発生してしまいます。
温度設定、リトラクト、印刷速度などを調整していますが、クモの巣はかなり発生してしまいます。
下の図は、クモの巣をカッターで取り除いた後ですが、多すぎて諦めた写真です。
○射出温度は220℃
○Lepton2
○PLA
綺麗にプリントすることはできるのでしょうか?

ノズルの分解は是非チャレンジした方が良いと思います。交換するのがかなり手っ取り早い解決方法だったりするので。
出力しているモノが3mm角というのはかなり小さいので上手く出力するのは、難しいと思います。標準の印刷設定ででるかは試していないのですが、このくらいのモノを印刷してみて問題なくでるかまずは確認してみるのが良いと思います。
http://www.thingiverse.com/thing:45225
上手くでるのであれば、機械的な問題では無く印刷のパラメータを調整していく必要があります。
(フィラメントが出たり入ったりをくり返すのは、リトラクトの設定がされているから発生するため問題ないです。印刷した所からつぎの所に移動する間に垂れないように材料を引き上げる設定です)
azusa様、Kato様
ご回答ありがとうございます。
色々とアドバイスを頂いているのですが、ノズルを分解するのが恐ろしくて、まずは色々と試しています。
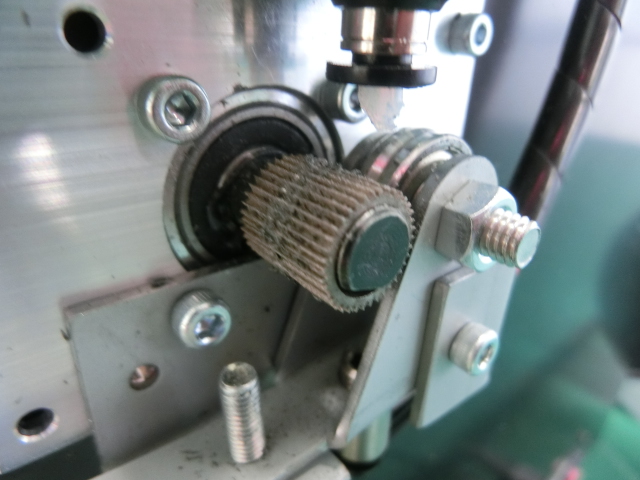
まずは、フィラメントの向きを反対にしてみました。(図は改善後の状態)
フィラメントの送り出す向きを、下からの状態にすると、ギザギザしたギアにフィラメントが削れる量が減りました。
取り付け方向は、こちらが正しいのでしょうか?

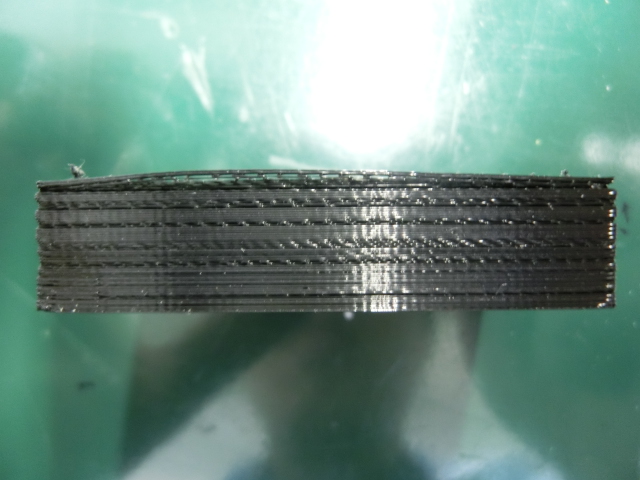
次に、プリントしたい造形物の写真を載せます。
3x3mmの四角をたくさん並べた形になっています。(フィラメントが削られていた時にプリントした造形物:途中で緊急停止したもの)
通常時は、特に問題なくフィラメントを送り出せているのですが、
四角の部分を連続的にプリントするときに、フィラメントが送られてり、戻ってきたりを繰り返して、フィラメントが送れていないように感じます。
これは、プリントする造形物の設計が悪いのでしょうか?
ノズルを分解すればいいのですが、装置を壊してしまいそうで、その他の不具合をまず確認したいです。
申し訳ありません。

写真からするとLepton2のようで、私の持っているのはLeptonなので、ドコまで同じなのか自信がありませんが、いくつか気づいたことがあるのでコメントさせてもらいます。
フィラメントを送り出す写真に写っているギザギザしたギアは同じ用なので、フィラメントに細かな等間隔の模様のような切り込みが発生しているのはギアがしっかりフィラメントを噛んでいる証になるので、あまり気にされなくても良いかと。ただ、ヤスリでこすったようなザラザラとした感じであれば、ノズル側で詰まり気味になって削れている可能性があるとおもいます。
とりあえず、ギアの周りについたフィラメントかすをきれに取り除いてから印刷してみて、まだ削れるか確認するのも良いと思います。削れていなければ、一時的な詰まりで今は解消されている可能性もあるかと思います。
綺麗にした後も削れているのであれば、ノズルが詰まっている可能性があります。外観で判断できないので(見た目で判断する方法を知っている人が居たらこれを見たら是非コメントください)ノズルを交換するのが手っ取り早い解決策になります。
そのとき、ノズルは冷えた状態では外せないので、普通に200度ぐらいに加熱してから回してあげてください。私動画はよく見てないのですが、400度と言っている箇所があれば、それは200度の間違いだと思います。Leptonは310度ぐらいまでしか確か上げられないし、そもそも240度以上にするとバレルの中のフッ素チューブが溶けてしまうのでご注意下さい。(高温対応バレル使っている場合は240度以上に上げても影響ないですが)
あとは、造形物が上手く印刷できていないのであれば、造形物の写真も見せてもらえれば、何かほかの問題で上手く印刷できていないかも検討できると思います。(印刷失敗はテーブルの調整不足と言う事がかなりの割合を占めるので、その辺は気になってますが。)
手でフィラメントを送り出すことは可能です。
以前よりも強く差し込まないと、入らないという印象もありません。
フィラメント確認してみましたが、
フィラメントが等間隔に大きめの傷が入っています。
ここから何か分かることはあるでしょうか?
やはり、ノズルを分解する必要があるのでしょうか?
wikiのトラブルシューティング、"ノズルつまり解消メンテナンス"をみましたが
400℃まで加熱して、増し締めするなどというコメントなどあり、
そのような装置がありません。
申し訳ありません。
宜しくお願いいたします。
70Chanさん こんにちは!
フィラメントが削られる場合は大方ノズル先のほうに詰まりかけの現象が原因と思います。
ノズルを加熱して モーターで送り出さずに手でフィラメントを送り出せますか?
手で送り出すときにぬぬぬっと送り出せるか、それとも手で送り出すときにすごく力が必要かどうかで判断しましょう。
力が必要な場合はノズル先またはバレル付近で詰まりかけているかもしれません