

Ooze(ホットエンドのタレ)撃退
みなさん、ホットエンドからのタレが大嫌いと思います。当然、私もです。キャリブレーションも煩わしいですし、2射出はこれのお陰で更に面倒な機構や、ソフトの設定を強いられます。
そこで、ホットエンドの、脱着可能なノズルに細工をすることで、これをかなり軽減できました。PLAなんかは、ボーデン40cmに対し、Retract 3mmくらいで、Ooze-Freeにできました。
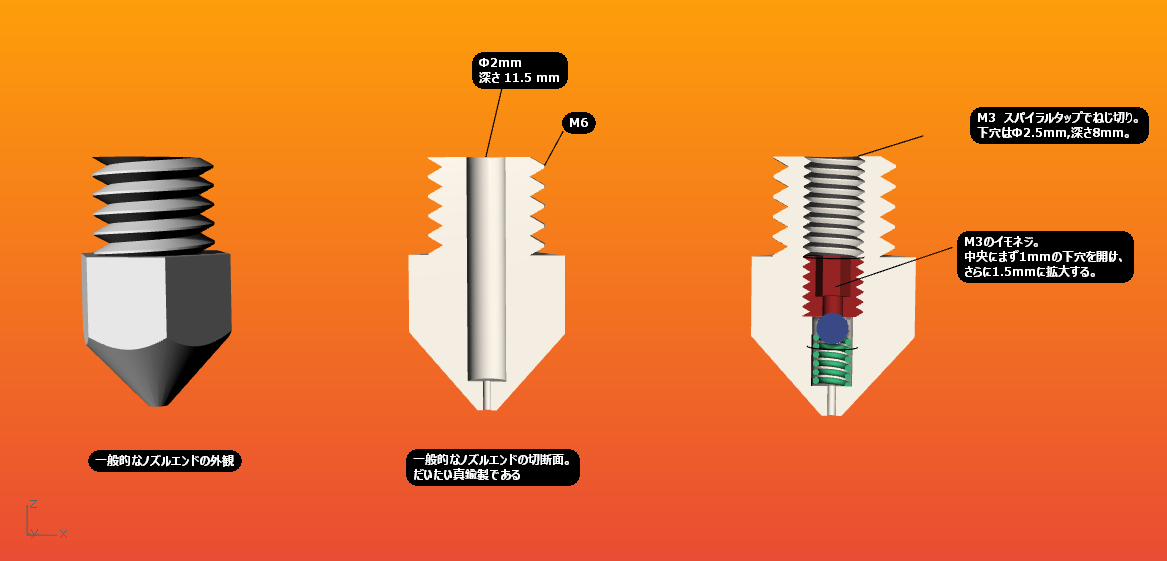
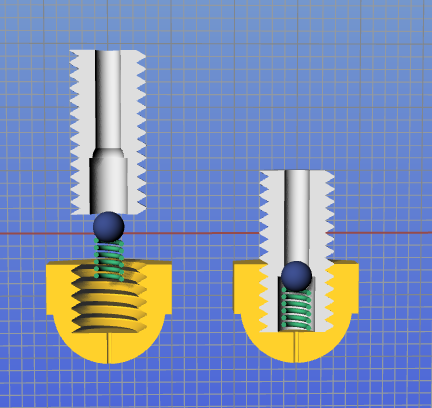
このような機構です。中に、一方向弁を仕込みます。部品はすべてAmazonとモノタロウで買えます。
材料&道具
- 普通なホットエンドノズル これでやってみました
- イモネジ M3 くぼみ先 これ くぼみ先必須。
- 鋼球 1/16 インチ これ
- バネ これ
- M3 スパイラルタップ これ 手回しです
- Φ1mm, Φ1.5mm, Φ2.5 ドリル刃 これを使いました。1.5mm, 2.5mmは被削材が SUSL316 となる。
万力、ドリル、切削油などは適当に準備して下さい。加工精度の面ではボール盤があれば理想ですが、ドリルでもokです。元も2mmの穴に、2.5mm×Φ8mmの下穴を空け、ネジを切ります。そして、図の右のように、バネとボールを、底に穴を空けたM3のイモネジで0.6mmくらい押さえつけて固定します。ここのバネの押さえ付け長さを0.6±0.2mmくらいに抑えないと、射出に強い力が必要になったり、逆に漏れを止められなかったりします。タップでネジを切るとき、半周回すことを28回くらい繰り返すのですが、この匙加減が割とムズイです(1周で0.5mm進む、しかも開始点が不明瞭)。10個くらい不良を作って加減がわかってくる程度でしょうか。
この機構も残念ながら問題が全くないわけではありません。まず、やっぱり樹脂が通りにくいので、エクストルーダーの力がどれだけあっても、スピードが 50mm/sec @ 1レイヤ0.2mm、ノズル端Φ0.4mm くらいが限界です。それと、フィラメントが湿気を吸っていると、加熱したとき膨張が激しく、弁が開いてしまうようです。ドライボックスからのフィラメント供給が理想です。手持ちのPVAフィラメントを開封後湿気に晒してしまい、これが絶乾させるのが難しく、今のとこPVAで奏功確認できてません…。
条件を守っていればかなり良いプリント結果が得られるのですが、せっかく軽量な機構を作っても、速さが出ないのではあんまり意味がありませんね。
なんとか必要な力を下げられないか、検討中です。とりあえず、肉厚がきわどいのですが、空ける穴を3.2mm、ネジM4にして、イモネジ、バネとボールをちょっと大きめのものにして流路を拡大、抵抗を減らしてみる作戦。
Oozeの根絶に向け、新バージョンが完成。これはできが良かったのと、これまでのものと形が違うので、とりあえず特許を出願しておいた。
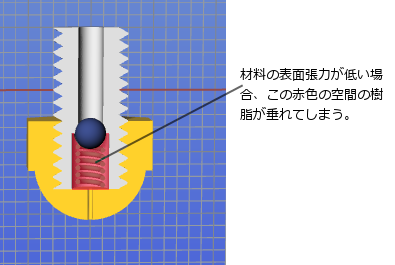
これまでのバージョンでは、まだ弁とノズルの先端部との間に空間があった。材料の表面張力が低かったり、長い時間が経つと、ここにたまった樹脂がどうしても少し垂れてしまった。
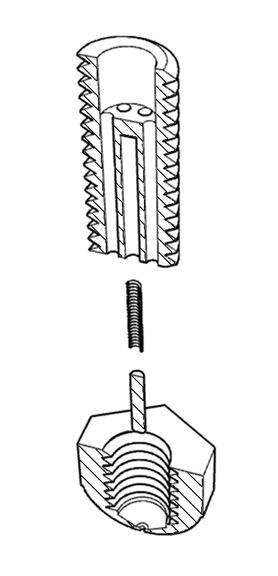
そこで今回のは弁の位置が射出口に近づけることで、その余地をなくした。以下のように、4つの部品で構成される。寸切・バネ・平行ピン・袋ナットをボール盤で加工して作れる。精度の高いNCフライスがあれば量産も可能と思う。
↓は芯を通る面で切った断面図
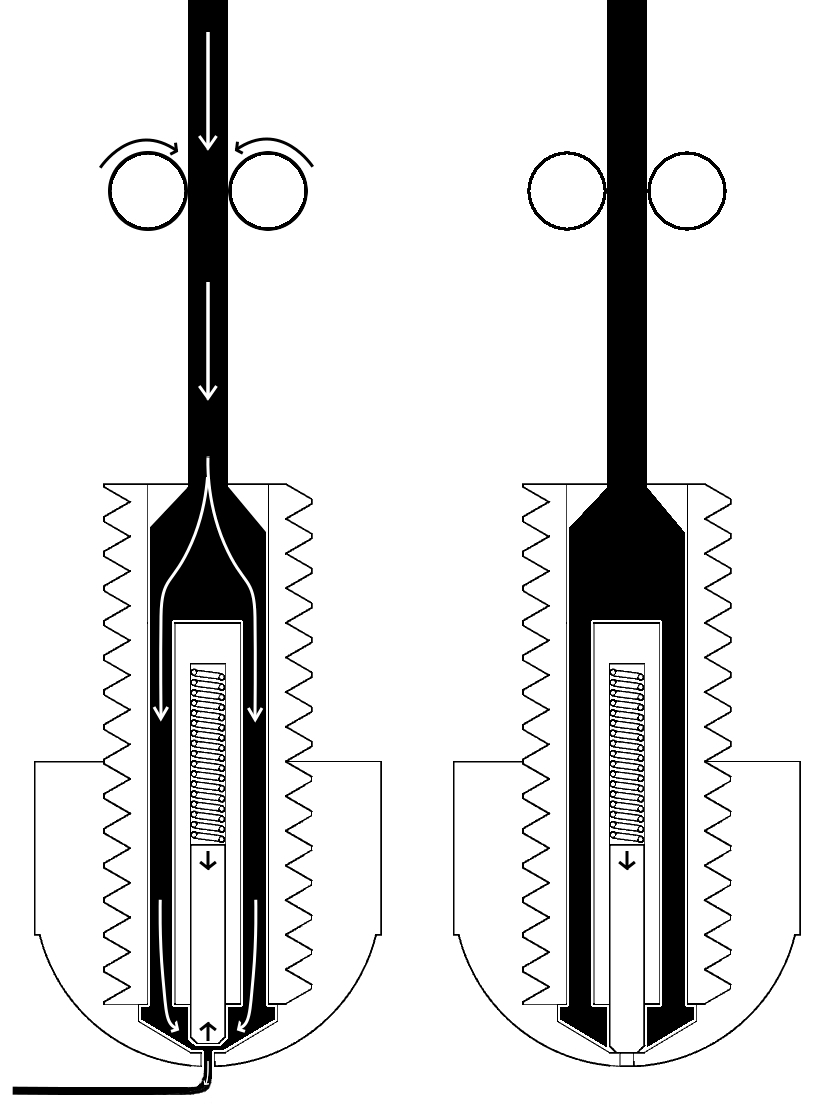
下の図は、そのメカニズムの図説。左図は弁が空く仕組み。平行ピンは端が面取りされているから、圧力を受けると上向きに合力がはたらく。バネが収まっているとこには空気が入っているから、材料に圧力がかかると、平行ピンが上に押されて、流路が開くのである。右は材料を送っていない状態で、弁は閉まっている。
なんでも電子制御されたニードルバルブなんかを実装したツールヘッドがあるそうだけど、こっちの方が部品点数も少なくて軽いし、制御系を実装するのにソフトの改造が一切必要ないから、実装が簡単である。
難点:バレルの加工が難しい。樹脂の流路となる0.8mmの穴を6つ、バネと平行ピンを納める1mmの穴を1つ空けるのだが、この細さのドリルでまっすぐに、正確に穴を空けるのが難しい。材料の真鍮は易削だけど、切り屑の排出をまめにして、慎重に少しずつ研削をしないと、穴が曲がって不良になったり、刃がポキポキ折れる。軟鉄の場合は加工の歩留まりがかなり悪い。ステンレス、その他難削材で作るのは殆ど不可能と思える。
いまのところ、このノズルでPLA300gくらいを使ってテストしてみて、特に性能の劣化などの問題は起きていない。樹脂を溶融するゾーン(通称Transition Zone)が少し短かったせいか(長さ4mmくらい)、吐出量が少なかったので、もうちょっと長めのバレルを加工して改善する予定。
新しいバージョンができた。
強度、流量ともに大幅に改善。これなら流路にネジが切られていないので、内部を平滑に仕上げることができる。材料は真鍮のM6袋ナット、M6寸切、2.5mm球、バネ。工具はΦ0.4mm/Φ2mm/Φ3mmドリル、Φ2.5mm球型超硬バー、卓上ボール盤。あとはピカール、綿棒で研磨する。
- 内部をピッカピカに磨くことで流量が増える
- 球の座金の部分を同径の球面にすることで、樹脂の閉塞効果が高くなる。
- 2射出の場合、袋ナットだと造形物に少し触れたときのインパクトが小さくなる
こんにちは~。ちょっと問題が発生したので、設計を少し見直しました。
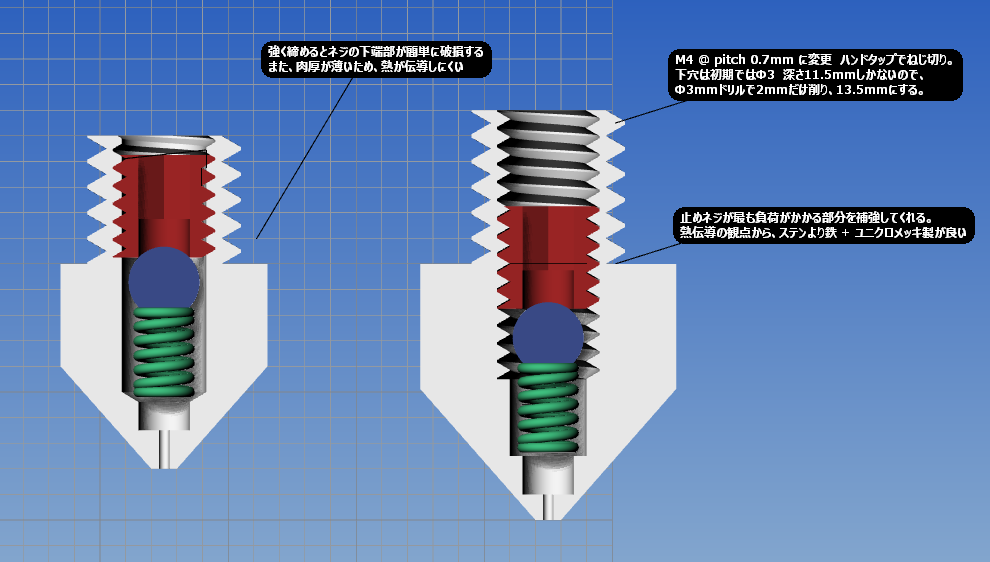
というのは、やはり真鍮の肉が薄すぎて、増し締めするとすぐに壊れてしまうほどデリケートなのです。でも、強く締めないと、PLAが漏れてくるし、熱伝導が悪いので、イモネジを負荷がかかる部分に来るようにして、強度を稼ぐ設計にしました。
改造のベースのノズルは、オランダの某U社3Dプリンター互換のΦ3mmフィラメント用のノズルの寸法がちょうど良いことがわかりました(1.75mmで使いますが)。最初から3mmの穴が開いていて、2mmだけ穴を深く加工すれば、ハンドタップで簡単にネジ山を立てられます。
- ベースのノズルル https://www.amazon.co.jp/gp/product/B00Z0DSK9U/ref=oh_aui_detailpage_o02_s00?ie=UTF8&psc=1
- 球 https://www.monotaro.com/p/4041/3545/?displayId=5
- バネ https://www.monotaro.com/p/0135/7983/?displayId=5
- 止めネジ https://www.monotaro.com/p/4154/3083/?t.q=%83%86%83j%83N%83%8D%81%40%8E%7E%82%DF%83l%83W
- タップ https://www.monotaro.com/p/3492/1765/?t.q=%83n%83%93%83h%83%5E%83b%83v
ドリルはΦ3mmと、止めネジへの穴あけ用の2mmの二本。ノズルの上端から13.5mmの穴を開られるよう適当にスペーサーをドリルにつけて穴あけします。以下は新旧比較と設計です。右が新しい方です。
おおおお とても綺麗ですねーー! その後詰まりとかはどうでしょう?
PLA / PVAでプリント中。Prime Pillar, Ooze shield も不要。材料のムダもない。

肝心なこと書き忘れてたのですが… 流量の問題は、解決できました。Φ0.4mmのノズルで、100mm/sec @ 0.2レイヤくらいはいけると思います。
下図の右の図面でできた。PLAでは、ボーデン40cmに対し、ツール段替のときに8mmのRetractで完全にoozeを抑えることができることを確認。
ところで問題児のPVAフィラメントは、鹸化の工程の成分が残留しているのか、加熱すると酢酸臭がする。そこで加熱するときプツプツ出てくるのは実は水ではなくて酢酸ソーダなのかもしれないと見て、100℃くらいのオーブンの窓を開けて4時間くらい焼いて酢酸臭が殆どしなくなるまで反応を亢進させてみた。するとフィラメントの剛性が向上してコントロールが良くなった上、発泡・膨張なくなった。接着性や、水への溶解性などの影響が不明なので、これから見てみる。
それと、M4はスパイラルタップより、ハンドタップの方が良いことがわかった。確実に真っ直ぐにネジを切れる上、先端の溝が浅くなっているのを利用して、真鍮製のメス側に硬いステンが食い込んでスキマがなくなる。
意外と仕損もなくカンタンにできたので、材料が余った。試供品ほしい人~。
じゃあラムネノズルって名前にしときましょう。
Attempt 2 設計図つくってみました(下図右)。全体にパーツと、スキマが大きくなってます。
M4がきわどい… ドリルの下穴3.2mmの芯を±0.1mmくらいで抑えないと タップでネジを切れなくなりそうです。ボール盤が必要か。

たしかにそうですね、 ラムネのビンを思いだしました。
あと内部も高温なのでばねの膨張率も関係してくるのかな?なんて思っています。
ただおっしゃるように流量が悩みの種になりそうですね。
古典的なやり方ですが、内部で引っ張ると傘状になるものも作れないのかなーなんて思ったり思わなかったり。
自動車用の燃料噴射ノズルっぽい機構ですかね。ボールペンはボールが回ることで、ゲルインクが粘度を失って、漏れてくるそうですね。
ちなみに、このノズルと、カートリッジの中にバネを仕込むのも、やってみました。こちらは流量が多かったのですが、弁の位置がホットエンドから遠いので、そもそも塞き止める効果が薄かったです。なるべく、弁の位置から、ホットエンドに至る流路の体積が小さいことが重要みたいです。
設計を見直し中です。上の同図に流量が低い考察を追加。温度を上げても、いくら強く押しても、1秒に5cm程度しか吐出できないんですよね。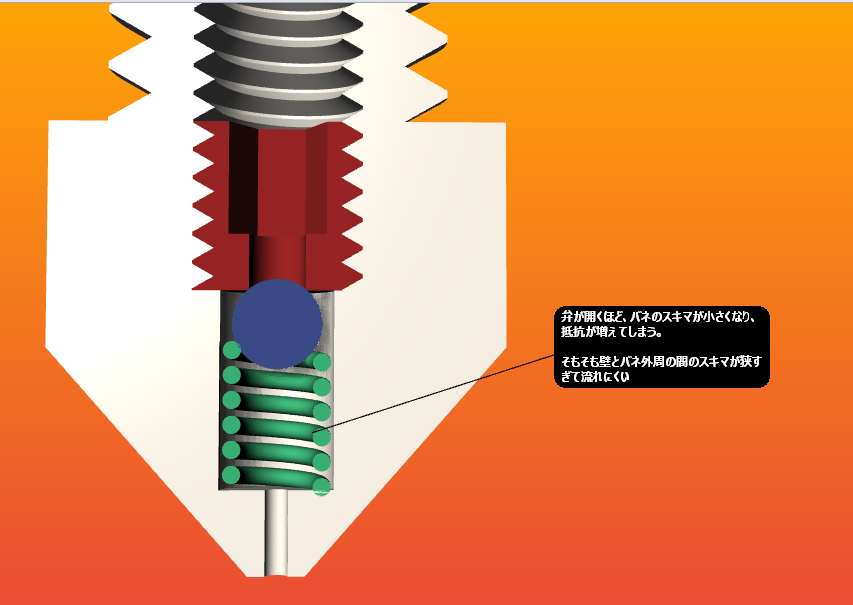
強く押す → ボールが押される → バネのスキマが閉じる → 流量減る
みたいになってるのかもしれないです。
おお なるほどボールペンの原理ですか これはいいですねー
ちょっと僕も時間あったら似た構造で作ってみたいと思います。